Mounting Style can Dramatically Improve Hydraulic and Pneumatic Cylinder Performance
Properly applied pneumatic and hydraulic cylinders provide outstanding linear-actuation performance in a wide variety of applications. But if applied improperly, a cylinder in short order may not only ruin itself but also the equipment on which it is installed.
In a perfect world, cylinders would align exactly with their loads, but that’s often not the case. By far the major cause of premature cylinder failure is side-loading away from the cylinder centerline which wears the bearings and seals. Yet this type of failure can be minimized by selecting the correct cylinder and installing it properly. Too often designers overlook simple but important steps — such as specifying the mounting style that best suits the cylinder and its installation.
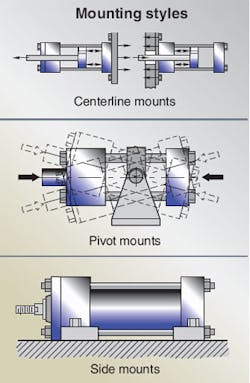
Cylinder mounting styles fall into three major groups. Here’s a closer look at each.
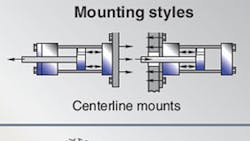
Centerline mounts
The best way to support a cylinder is along its centerline. Fixed mounts that absorb force along the cylinder centerline, including extended tie rod, centerline lug, and flange mounts, should be used whenever possible.
Extended tie-rod mounts are available at the rod or cap end of the cylinder. Because they are symmetrical, any thrust or tension forces on the piston rod are uniformly distributed about the cylinder centerline. The rods are designed to withstand maximum internal rated pressure, so this mounting style can handle thrust or tension forces at full rated pressure. While considered to be one of the best mounting styles, extended tie-rod mounts often are passed over by designers.
Centerline lug mounts are another style of fixed mounts. The mounting lugs hold the cylinder in place while friction between the lug underside and the machine surface on which it rests prevents the cylinder from moving laterally. When used at high pressure or when subject to shock loading, the lugs should be dowel pinned to the machine surface. For thrust loads, pin both lugs at the cap end. For tension loads, pin both lugs at the rod end. Never pin both ends.
Flange mounts
Flange mounts are also considered to be fixed-centerline mounting styles and are among the best mounts for use on straight-line, force-transfer applications. Three types of flange mounting styles at each end of the cylinder are the head (rod end) or cap rectangular flange, head or cap square flange, and rectangular head or cap. Selecting the proper flange depends in part on whether the major force applied by the load will result in compression (push) or tension (pull) stresses to the piston rod. Cap-end flange mounting styles are recommended for thrust (push); rod-end flange mountings are recommended for tension (pull).
Flange mounts work best when the mounting face is attached to a machine support member. This is important when a rectangular head flange is used in tension; it avoids flexing or bending stress on the flange. At times, an application may require a head-flange mount for a thrust load. In general, head or cap rectangular flanges for pneumatic cylinders will handle any forces that the actuator develops. For hydraulic cylinders, flange mounts will handle full rated pressure, but care must be taken not to mount the cylinder so that the mounting bolts are exposed to full cylinder forces. Head and cap rectangular flange mounts are usually rated at a pressure below the nominal rating because bending forces on the rectangular shape may damage the flange.
Pivot mounts
Pivot mounts also absorb force on their centerlines and should be used on applications where a dynamic machine member travels in a curved path. The two basic types are clevis and trunnion mounts. Both can be used on tension (pull) or thrust (push) applications at full rated pressure, except on long-stroke thrust applications where the piston rod’s column strength becomes the limiting factor.
Clevis mounts can be fixed to the cap or detachable. They provide a single pivot point for mounting the cylinder and, therefore, need a pivot pin with sufficient diameter to withstand the application’s maximum shear load. Clevis mounts can be used with the cylinder centerline vertical, horizontal, or any angle in between.
On longer-stroke thrust applications, it may be necessary to oversize the piston rod to prevent buckling, add a stop tube, or both. These steps minimize side loading of the gland and piston bearings to prevent a jackknife action of the fully extended rod. (A stop tube is installed around the piston rod adjacent to the piston. It lengthens the distance between the piston and gland to reduce bearing loads when the cylinder fully extends.)
If the piston rod’s travel path is in more than one plane, misalignment can cause gland and piston bearing wear. For such applications, consider a spherical-bearing mounting. This type of mounting allows for up to 3° misalignment. A sphericalbearing rod eye should also be attached at the rod end.
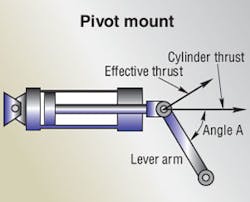
The thrust (push) or tension (pull) force that a pivot-mounted cylinder transmits to the load is affected by the angle and length of the lever arm it operates, as seen in the “Pivot mount” graphic. A quick way to calculate effective thrust T from cylinder thrust F is by: T = FsinA.
Clevis-mount cylinders often are used with a clevis or knuckle at the rod end. The pivot-pin centerline for the rod should be in the same axis as the pivot-pin centerline on the cylinder. The diameter of the rod pivot pin also should at least equal the diameter of the cylinder pivot pin. Finally, ensure that the centerline of the clevis-mount cylinder pivot pin rotates on an axis parallel to that of the pivot pin of the rod clevis or knuckle.
Trunnion mounts
Trunnion mounts are also pivot mounts. Three styles are: head, cap, and intermediate-fixed trunnion. All three can be used in thrust (push) and tension (pull) at full rated pressure, except where longstroke thrust cylinders are limited by piston-rod column strength. Trunnion pins are designed for shear loads only, so they should not be subjected to bending stress. Pillow blocks, rigidly mounted with bearings at least the length of the trunnion pins, should be used to reduce bending stress. The support bearings should be placed as close to the trunnion shoulder faces as possible. Cap-end trunnion mounts are used on applications similar to fixed clevis mounts.
Head or rod-end trunnion mounts can generally be specified with smaller diameter piston rods than cylinders with the pivot at the cap or intermediate position. On head trunnion mounts with long strokes, designers should consider the overhanging weight at the cylinder cap end. One rule of thumb: limit the stroke to five times the bore diameter and keep piston rod speed at less than 35 ft/min.
Intermediate fixed-trunnion mounts are generally considered to be the best of this mounting type. This trunnion can be located to balance the weight of the cylinder, or at a point between the head and cap to suit the application.
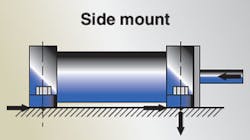
Side mounts
Fixed mounts that do not absorb force on the cylinder centerline comprise the third group of mountings to consider. They include side lug, side tapped, end lug, and endangle mounts. Cylinders in this group mount on one side or edge of the head and cap and, as a result, the mounting plane is not through the cylinder centerline.
For this reason, side-mounted cylinders produce a turning moment as the cylinder applies force to the load. If the cylinder is not well secured to the machine, this turning moment will side-load the gland and piston. Large-bore, short-stroke cylinders tend to sway on their mountings, especially side, end lug, and angle mounts. A general rule to avoid these side-loading conditions is to select a stroke length equal to at least 1.5 times the bore diameter.
Of all the side-mount styles, the side lug is the most reliable because mounting lugs are welded to the head and cap to form an integral unit at each end. Side-tapped mounts are popular in applications where cylinders must be packed side by side into a confined space with minimum center-to-center distances. Another narrow sidemount style is the end-lug mount which has lugs threaded to the tie rods. Thus the end lugs hold the cylinder together and act as a means of mounting. Because the end lugs are subject to compound stresses, this mounting style should only be used in light-duty applications.
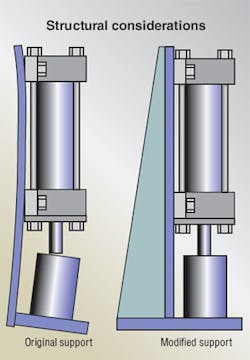
Also, consider design of the machine frame used to support these cylinders, because stronger members are frequently required to resist bending moments for heavy loads and high-shock conditions. Side-mounted cylinders should be held in place with a key or pins to prevent shifting. A shear key or thrust key can be ordered for most cylinders in this group. Obviously, a keyway must be milled in the machine member to use this mount. The key and keyway provide accurate alignment and take up the shear load.
Side-lug mounts can accept dowel pins to secure the cylinder to the machine member. Pin both sides of the mount but not both ends. Varying pressure and temperature during operation can cause the cylinder to change length slightly. Therefore, it must be free to expand and contract.
Install the pins after the cylinder has been properly aligned. Locate the key or pins to take advantage of the cylinder’s elasticity. For shock loads in tension, locate the key or pin at the rod end. For shock loads in thrust, locate the key or pin at the cap end of the cylinder.
